Author: Harakiri
08/06/2018
Most common 3D printers are FDM which are fused depositing modeling machines. Usually a solid plastic (or other material) filament is introduced inside an extruder. The filament is melted and while the axis of the machine are moving, the filament is deposited on the printing surface. The precision is given by the nozzle diameter of the printer, the amount of steps per rotation of the stepper motors, pully system, etc.
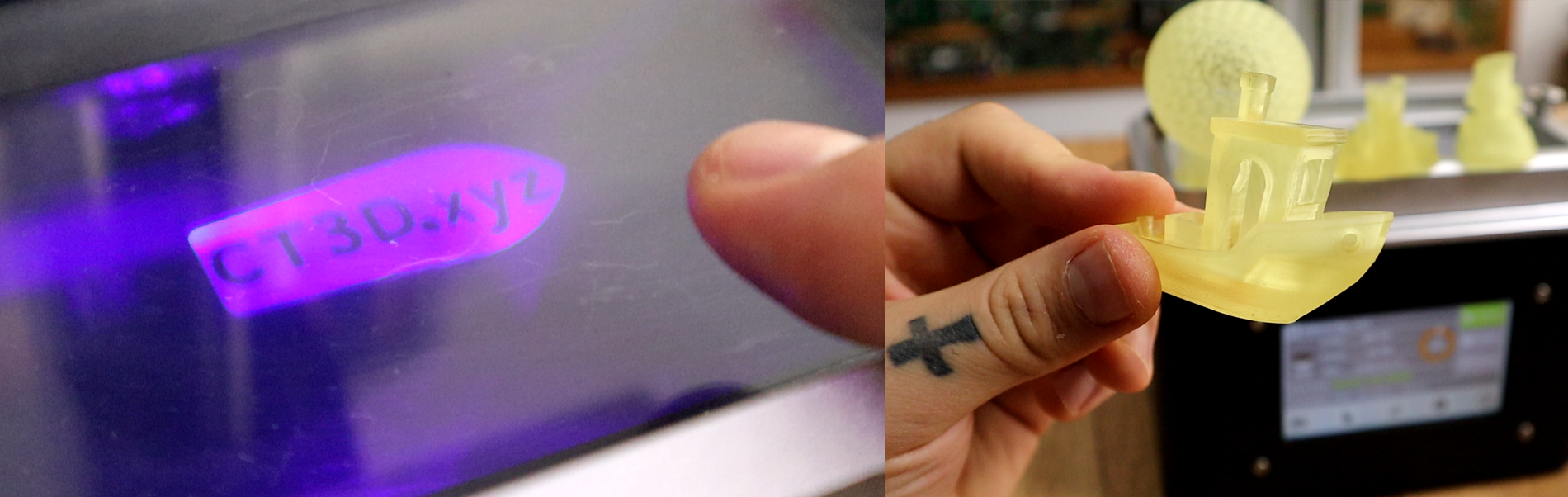
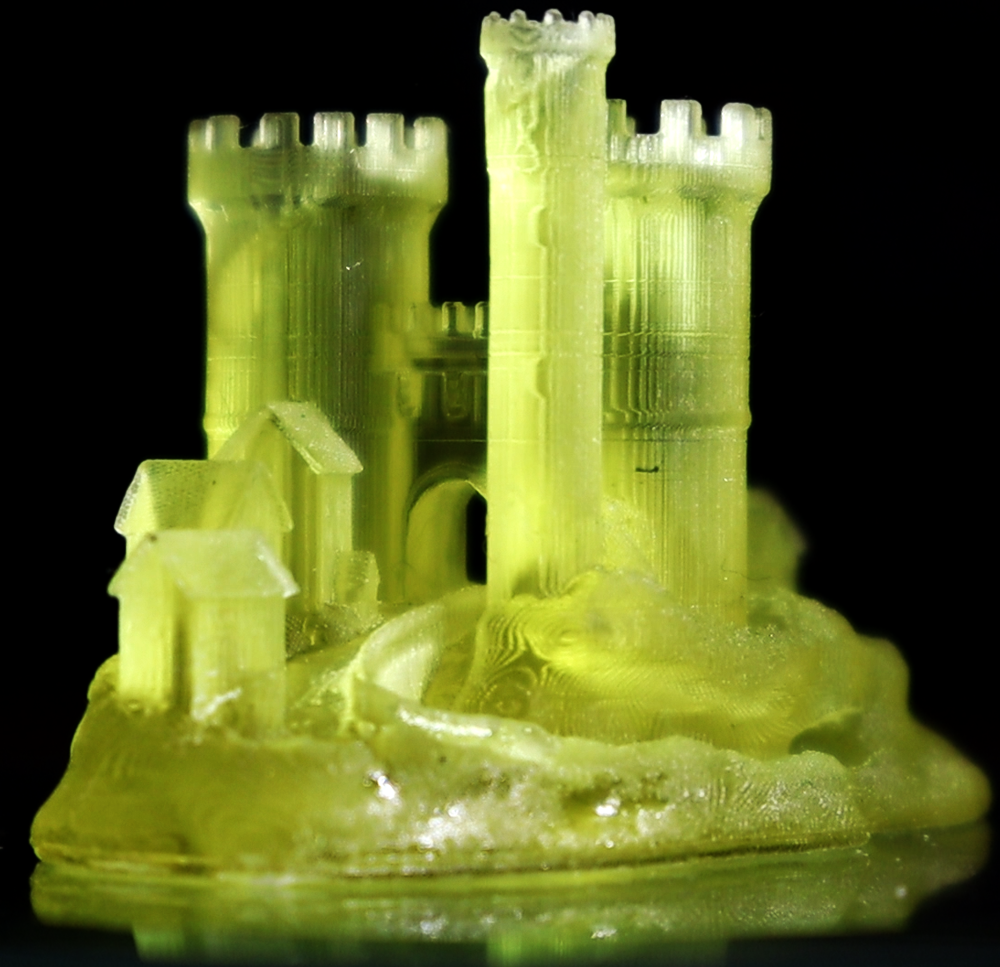
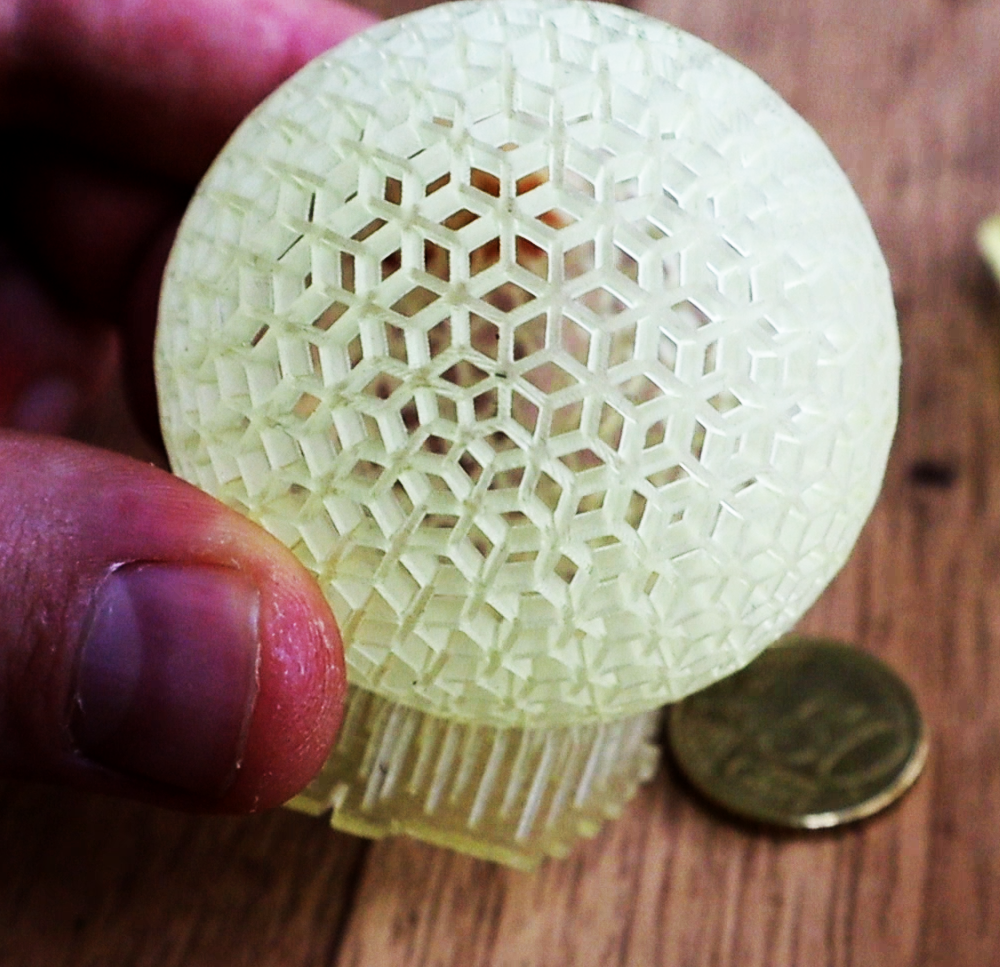
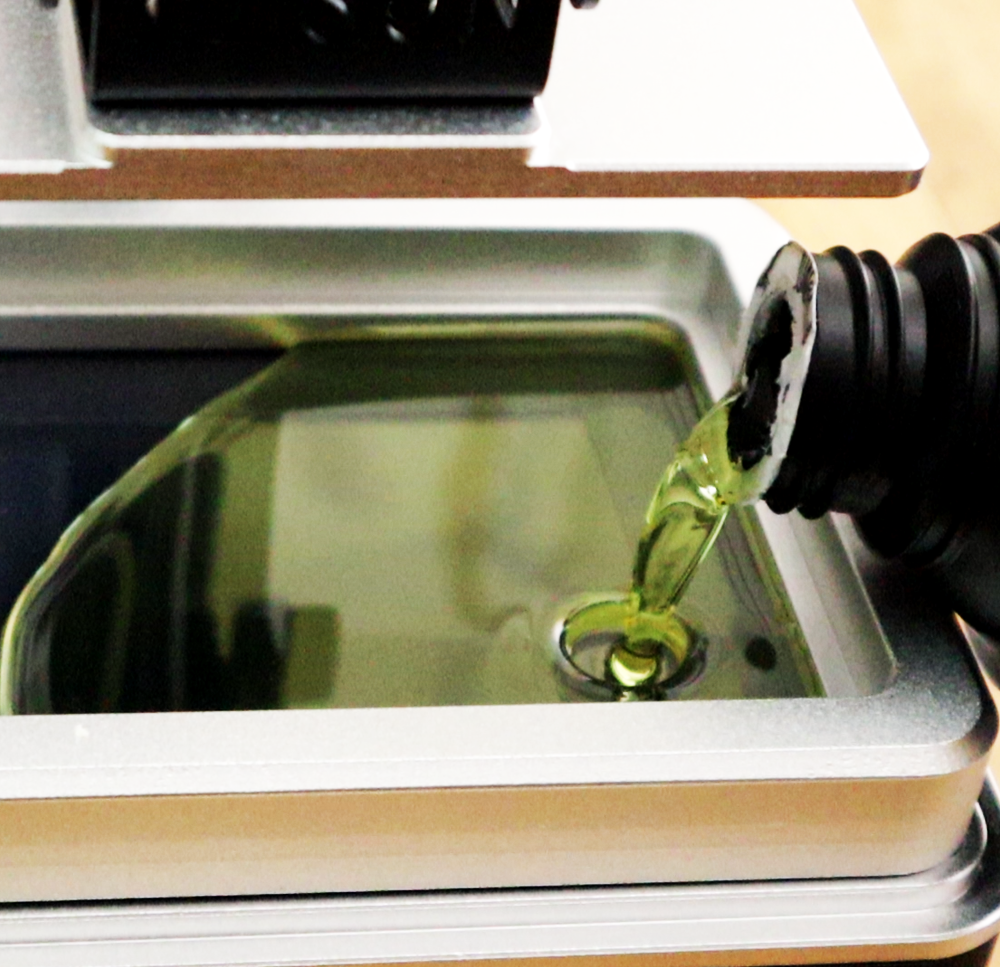
A different type of 3D printer are SLA printers. SLA stands for stereolithography and these machines use a light sensible resin that hardens while exposed to light. usually UV light. A laser with high precision passes and hardens each layer. These printers are very expensive, at least 1500€.
Finally, DLP which is the middle way between the SLA precision and FDM low price.






 See other blog→
See other blog→